
Hardcoat Anodizing Services (Type III).
- Quick Specifications
Lead Time
10-14 days
Materials
6061, 7075+
Certifications
ISO 9001, Nadcap
Industries
Aerospace, Defense
Type III Hard Anodizing
Hardcoat anodizing, also known as Type III anodizing or hard anodizing, is an electrochemical process that creates a thick, dense aluminum oxide layer on aluminum substrates. This coating provides exceptional hardness, wear resistance, and corrosion protection—significantly superior to standard Type II anodizing.
Hardcoat anodizing builds a coating typically 0.0008″ to 0.004″ thick (2-4x thicker than standard anodizing) with surface hardness approaching that of sapphire (typically 60-70 HRC on the Rockwell C scale).
Unlike coatings that can chip or peel, the anodic layer is integral to the aluminum substrate—it cannot separate because it IS the aluminum surface, converted to aluminum oxide.
60-70
HRC Hardness
2-4x
Thicker Coating
1000+
Hours Salt Spray
The Hardcoat Anodizing Process .
Total Process Time: 6-8 Hours
Part Preparation & Cleaning
Parts are thoroughly degreased and cleaned to remove oils, contaminants, and surface imperfections. Pre-anodizing inspection ensures parts are suitable.
Masking (If Required)
Critical dimensions, threads, or sealing surfaces may be masked to prevent anodic coating buildup using aluminum tape or specialty masking compounds.
Alkaline Etch (Optional)
Some alloys benefit from alkaline etching to remove surface oxides and create uniform surface texture for improved coating uniformity.
Desmut/Desmutting
Acid treatment removes surface smut and prepares aluminum surface for anodizing, ensuring clean, uniform surface for optimal coating.
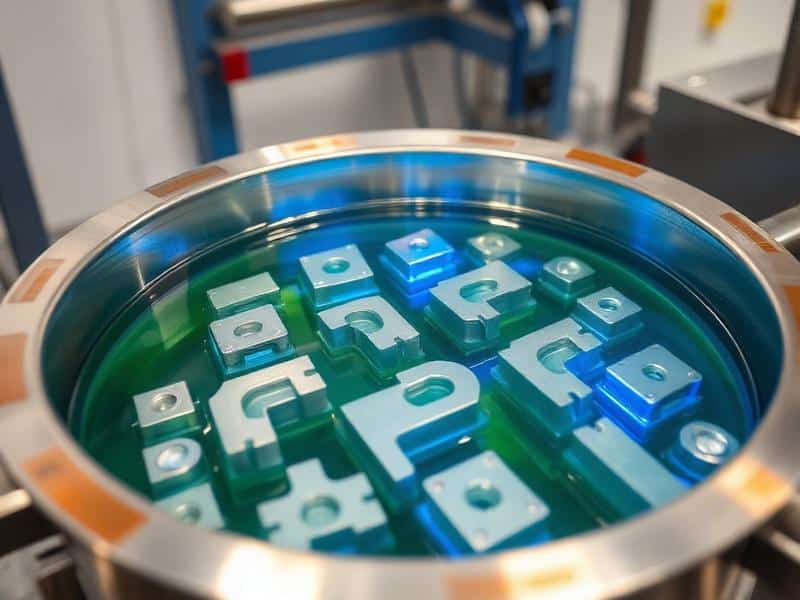
Hardcoat Anodizing
Parts immersed in sulfuric acid electrolyte at 32-50°F. Electrical current converts aluminum surface to aluminum oxide (Al₂O₃). Process time: 45-90 minutes.
Dyeing (Optional)
If colored hardcoat is specified, parts are immersed in dye solution. Common colors: black, gray, gold, olive drab (military green).
Sealing
Hot water or nickel acetate sealing closes the porous anodic structure, enhancing corrosion resistance and locking in dye.
Final Inspection
Coating thickness measurement, visual inspection, and dimensional verification ensure parts meet specifications.
Benefits of Hardcoat Anodizing
Exceptional Wear Resistance
Surface hardness of 60-70 HRC resists abrasion, galling, and sliding wear. Ideal for moving parts and high-friction applications.
Superior Corrosion Protection
Dense aluminum oxide layer provides excellent barrier against salt spray, chemicals, and extreme weather conditions.
Electrical Insulation
Non-conductive coating provides insulation with breakdown voltage typically 400-600 volts per mil of coating.
Dimensional Stability
Coating grows 50% inward/outward from original surface. Predictable and repeatable for precision applications.
Heat Dissipation
Excellent thermal emissivity makes it effective for heat dissipation in electronics and high-temperature applications.
Integral Coating
Cannot peel, chip, or separate from substrate because it IS the converted aluminum surface. Permanent protection.
Dyeable Options
Can be dyed for identification, camouflage, or aesthetics. Colors typically darker/muted compared to Type II.
Environmentally Stable
Resistant to UV degradation, weathering, and environmental exposure. Does not fade or break down over time.
Hardcoat Anodizing Solutions Across Industries
Aerospace & Aviation
- Landing gear components
- Hydraulic cylinders and actuators
- Aircraft fasteners and fittings
- Structural components
- Helicopter rotor hubs
Defense & Military & Military
- Small arms components
- Military vehicle parts
- Optical equipment housings
- Communication enclosures
- Field equipment
Automotive
- High-performance pistons
- Engine components
- Suspension parts
- Racing components
- Heat management parts
Industrial Equipment
- Pistons and cylinders
- Pump components
- Conveyor system parts
- Textile machinery
- Semiconductor equipment
Technical Specifications
Compatible Materials
6061
Excellent results, widely used
7075
Excellent hardness
2024
Good results, aerospace
5052
Excellent corrosion resistance
7050, 7175
Aerospace grades
MIC-6, ATP5
Tooling plate
Alloys with high silicon content (casting alloys) produce softer, less uniform coatings.
Mil-Spec Compliance
MIL-A-8625 Type III, Class 1
Clear/natural, sealed
MIL-A-8625 Type III, Class 2
Dyed, sealed
AMS 2469
Hardcoat Anodizing of Aluminum Alloys
Coating Thickness
Light Hardcoat
20-38 microns
0.0008" - 0.0015"
Standard Hardcoat
38-64 microns
0.0015" - 0.0025"
Heavy Hardcoat
64-102 microns
0.0025" - 0.004"
Compatible Materials
Natural/Clear
Black
Gray
Gold/Bronze
#4A5C3B
Custom Colors
Surface Hardness
Tolerance Considerations
How Hardcoat Compares
| Feature | Hardcoat (Type III) | Standard Type II | Bright Dip | Hard Chrome |
|---|---|---|---|---|
| Coating Thickness | 0.0008"-0.004" | 0.0002"-0.001" | 0.0001"-0.0003" | 0.0005"-0.010" |
| Surface Hardness | 60-70 HRC | 40-50 HRC | 40-50 HRC | 65-70 HRC |
| Wear Resistance | ✔ Excellent | – Moderate | – Moderate | ✔ Excellent |
| Corrosion Resistance | ✔ Excellent | ✔ Excellent | ✔ Excellent | ✔ Excellent |
| Electrical Insulation | ✔ Excellent | – Good | – Good | ✖ None |
| Finish Appearance | Matte gray/dark | Semi-gloss | Mirror | Bright |
| Cost | $$$ | $ | $$ | $$$$ |
| Lead Time | 10-14 days | 5-7 days | 7-10 days | 14-21 days |
| Best For | Wear + corrosion | General protection | Aesthetics | Wear (steel) |
Quality You Can Trust
ISO 9001:2015
AS9100 Rev D
Nadcap
MIL-A-8625
- Documentation Provided
- Certificate of Conformance
- Process certifications
- Salt spray test reports
- Material certifications
- Thickness measurements
- Photographic documentation
Why Choose Aerospace Metals.
Nadcap-Accredited Operations
For aerospace and defense applications, we process components exclusively through our Nadcap-accredited manufacturing cells to meet the most demanding industry standards.
33 Years of Expertise
Paul Fredericks has managed thousands of hardcoat anodizing projects. His technical oversight ensures your components are routed to the specific production cell optimized for your exact requirements.
Engineering Support
Not sure if hardcoat is right? We'll review your requirements and recommend the optimal surface treatment.
Multi-Process Projects
Machining before anodizing? Masking? Post-anodize machining? We manage and execute all processes seamlessly under a single point of accountability.
Fast Turnaround
Managed capacity for urgent projects without compromising quality. Rush service available for AOG and critical situations.
Complete Documentation
Full traceability packages including process logs, thickness measurements, test reports, and First Article Inspection when required.
Frequently Asked Questions
How long does hardcoat anodizing take?
Typical lead time is 10-14 business days from when components arrive at our production facilities. The actual anodizing process takes 6-8 hours including pre-treatment, anodizing (45-90 minutes), sealing, and inspection. Expedited service is available for critical aerospace and defense projects.
What aluminum alloys work best with hardcoat anodizing?
How thick should the hardcoat be?
Will hardcoat anodizing change my part dimensions?
Can hardcoat be applied to welded aluminum?
Does hardcoat anodizing meet aerospace specifications?
Yes. When performed to MIL-A-8625 Type III or AMS 2469, our hardcoat anodizing meets stringent aerospace requirements. Our Nadcap-accredited production cells are fully qualified for aerospace-critical applications and provide complete documentation, including First Article Inspection (FAI) reports when required.